

Hyaluronidase
Enzymes for Pharmaceutical applications
At BBI, we have recently upgraded part of the facility within our Cape Town site to be compliant with Current Good Manufacturing Practice (cGMP) standards
Hyaluronidase is a typical glucosidase, having both endohexosaminidase and transglycosidase activity. Substrates are hyaluronic acid and chondroitin sulphate A and C. Products of hydrolysis are a series of oligosaccharides, mainly tetrasaccharides.
Hyaluronidase is often used in conjunction with collagenase to dissociate the extracellular matrix between cells of animal tissue in order to release viable cells for use in tissue culture. It may also be used to clarify synovial fluids to make cell counts possible.
| Product Name | Code | Type | Applications | |
|---|---|---|---|---|
| Hyaluronidase >1000 U/mg Source : Bovine testes | 081246BBI | Buy now | ||
| Hyaluronidase >350 U/mg Source : Bovine testes | 081245BBI | Buy now | ||
| Hyaluronidase >500 U/mg Source : Bovine testes | 081240BBI | Buy now | ||
| Hyaluronidase cGMP >400 U/mg Source : Ovine testes | 081239H03 | Buy now |
Brochure
Products & Services
Inside this catalog you’ll find one of the industry’s broadest collections of enzymes, antibodies, antigens, and more – meticulously developed to power world-class diagnostics and keep your pipeline moving.
Download
Brochure
Reagents Range
Discover our collection of reagents covering a comprehensive range of biomarkers and applications for the IVD market, life sciences, cell culture and beyond.
Download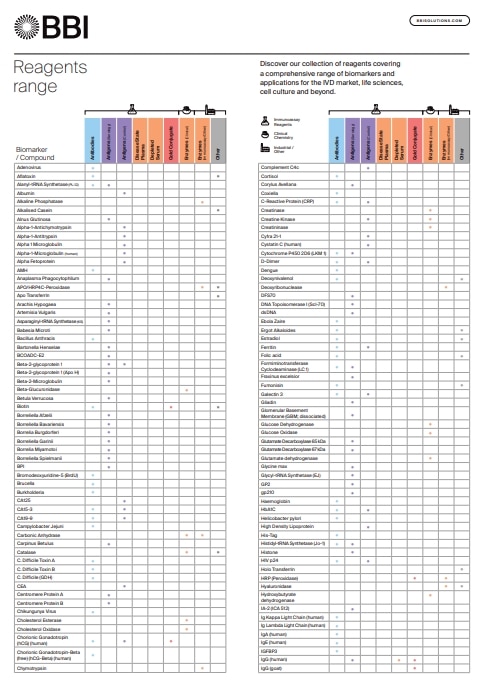
FAQs
Where is product available for sale?
Hexokinase is available globally either direct from our UK facility, or via our regional hubs based in Germany, USA and China to enable localised support.
To find out about availability in your region, contact our team via info@bbisolutions.com
What is the difference between Hexokinase and Glucokinase?
Glucokinase is a form of hexokinase, however, has a low affinity for glucose compared with hexokinase.
While hexokinase acts on several different types of sugars, such as fructose, mannose and glucose, glucokinase is specific to glucose, and only acts upon high glucose levels.
Where are your enzymes manufactured?
All core enzymes are produced in our ISO 13485-certified plants in Crumlin (UK) and Cape Town (SA).
How should I store and ship each enzyme?
Different enzymes have different storage and shipping requirements. Check the individual enzymes documentation for exact details. On arrival store ALP at 2–8 °C glycerol solution. Lyophilised GOx, HRP, RNase and Urease keep best desiccated below –15 °C.
Can I extend the best-before date on my enzyme?
Email technicalsupport@bbisolutions.com—many grades qualify for a validated shelf-life extension.
Which applications are BBI enzymes commonly used in?
Biosensors, immunoassays, clinical chemistry and molecular diagnostics are the four most common uses.
What makes your alkaline phosphatase a good ELISA label?
Highest-activity conjugation grade (> 2 000 Gly U mg-¹) with < 10 % activity loss over 48 months – delivering low background and extended incubations.
What purity/activity levels can I expect from horseradish peroxidase?
There are options for multiple grades, including those that deliver ≥ 90 % isozyme C and ~ 280 U mg-¹ activity for clean, rapid conjugation.
Do you supply bulk volumes?
Yes – order anywhere from R&D vials to > 10 000 ku ALP or > 1 000 MU GOx; we pack to order.
What documents ship with each batch?
We operate an ISO13485 quality system. That means a Certificate of Analysis and Safety Data Sheet are available to you.
Where is BBI’s Hexokinase manufactured?
Our recombinant hexokinase enzyme is manufactured in the UK under an ISO13485 accredited quality system.
Request a sample
Confidence

Be confident in supply sustainability by working directly with the manufacturer.
Specific & Flexible

Get a product which meets your exact specifications with our flexible approach.
Cost
Save on cost by ordering in bulk.
Performance

Be confident in product performance with access to our regular benchmarking analysis.
65 years of enzyme expertise
Our enzymes have been used by the diagnostics industry for over 65 years, within a wide range of applications, including:
- Biosensors
- Immunoassays
- Clinical chemistry
- Pharmaceutical
- Molecular
- Research
BBI have developed effective, reliable and high-quality products that are used by industry leaders across the world. With international multi-site manufacturing facilities and worldwide distribution capabilities supplying a truly global and diverse customer base, BBI is the partner of choice for your reagents.

Core Competencies
Our product range includes enzymes for biosensor, immunoassay, clinical chemistry, molecular and pharmaceutical applications with a range of different grades to suit all applications.
We aim to develop, manufacture and supply high quality enzymes which meet both customer and regulatory requirements.
We use quality raw materials, innovative production methods and product formulations to achieve maximum stability for our products. We test our products regularly to ensure this remains consistent.
If one of our off-the-shelf products does not meet your requirements, we can offer custom development and manufacturing services to deliver an enzyme to your specification, perfect for your application.




BBI's Capabilities
Specialists

We have extensive experience in sourcing raw materials worldwide
Salt/solvent fractionation

Batch sizes of up to 5,000 litres
Chromatography
Ion exchange chromatography, affinity chromatography, size exclusion chromatography, hydrophobic interaction chromatography
Crystallisation

Highly effective protein purification using solvent and aqueous media
Ultrafiltration
Volumes of 2,500 - 30,000 litres
Freeze drying
Capability of 49 - 420 litres per cycle
Quality control
In-process analysis and monitoring, development of assay/test procedures
Product handling/sampling
We offer special packing according to customer specifications